
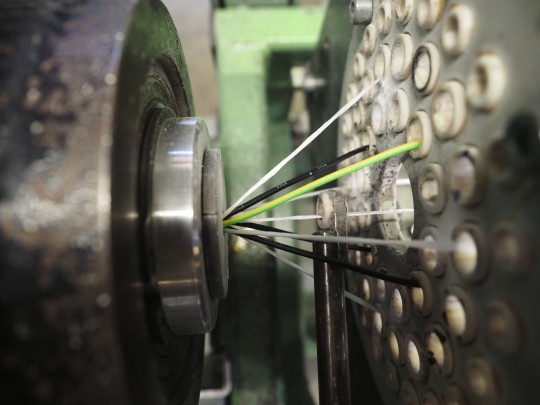
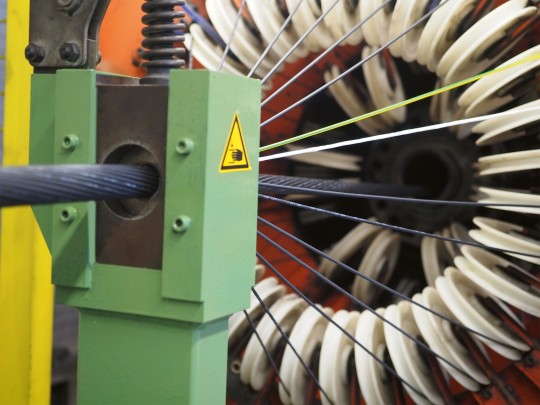
Hoe kabels worden gemaakt - Stap 4: Bundelen
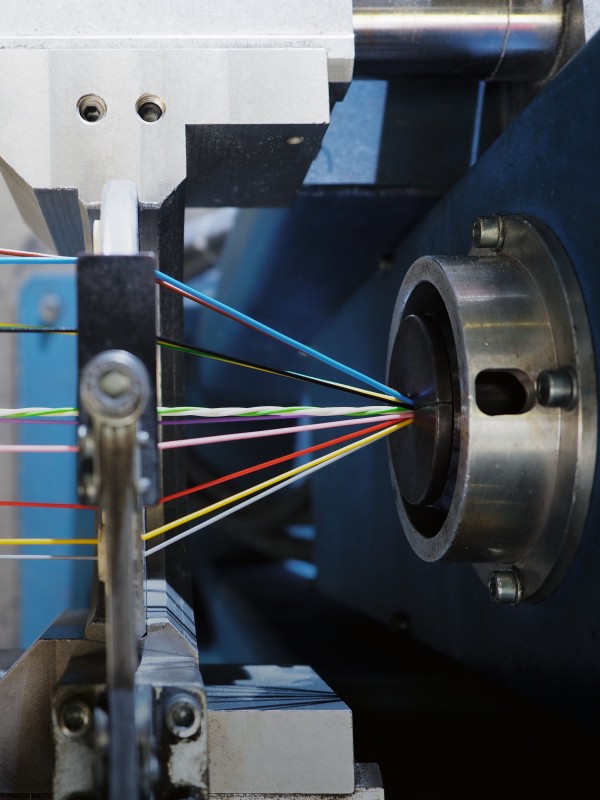
Na isolatie is de volgende processtap het bundelen van de enkele aders, d.w.z. ze mechanisch in elkaar te draaien in overeenstemming met vooraf gedefinieerde geometrische specificaties om de onderlinge interferentie tussen de elektrische geleiders veroorzaakt door magnetische koppeling te verminderen. Het bundelen van de aders heeft nog een ander doel: het zorgt ervoor dat het eindproduct mechanisch robuust en flexibel is. In de praktijk kunnen aders op verschillende manieren met elkaar worden gebundeld, maar paarsgewijs draaien is het eenvoudigst. Zoals de naam al doet vermoeden, houdt dit in dat twee enkeladers in een paar worden gedraaid. Dit wordt meestal gebruikt in netwerk- of telefoonkabels. De gebundelde aders kunnen vervolgens in elkaar worden gedraaid. Zeven even dikke elementen kunnen een concentrische cirkelvormige constructie vormen; bij hogere aantallen zijn de paren gebundeld in lagen. Voor kabels die hoge mechanische belastingen en bewegingen moeten weerstaan, wordt het samenslaan in bundels aanbevolen. Dit houdt in dat verschillende bundels enkeladers in één hoofdbundel worden gedraaid. Door het samenslaan in bundels veranderen alle aders tegelijkertijd van binnen- en buitenradius over een vaste afstand in de gebogen kabel. Hierdoor houden de trek- en drukkrachten elkaar in evenwicht.
Wat is de slaglengte?
Een belangrijke maatstaf tijdens het bundelen is de slaglengte. Het wordt gedefinieerd als de lengte van één enkele samenslag wanneer het volledig om zijn as is gedraaid. Een leglengte van 70 mm (2,75 inch) betekent bijvoorbeeld dat elke geleider elke 70 mm een spiraalvormige rotatie van 360 graden rond de as maakt. Hoe korter de slaglengte, hoe flexibeler de kabel. De slaglengte bepaalt ook de hoeveelheid materiaal die wordt gebruikt. De afzonderlijke aders moeten langer zijn dan de afgewerkte kabel, hoe het proces van het samenslaan de kabel verkort; hoe korter de slaglengte, hoe hoger de contractiefactor.
Vraag het de expert
Andreas Schmidt is "Core stranding product group manager" (PG4) in de fabriek in Windsbach. Meneer Schmidt, waarom worden bij de kabelproductie extra vulmaterialen tussen geleiders ingebracht? Opvulmaterialen hebben verschillende functies: ten eerste worden ze gebruikt om de kabel vorm te geven, d.w.z. om hem rond te maken. Ze verhogen ook de stabiliteit door ervoor te zorgen dat de kabeldoorsnede geen holtes bevat. De vuller kan direct in het midden van de kabel of eromheen worden geplaatst. De eerste wordt de kern of kernvuller genoemd. Vulstoffen zijn niet-geleidend en meestal gemaakt van polypropyleen. Wat betekent "stranding met back-twist"? Hoogwaardige kabels in bewegende of permanent bewegende toepassingen, bijvoorbeeld in kabelrupsen of robots, zijn gevlochten met een backtwist. Deze procedure omvat het gebruik van afwikkeleenheden in speciale samenslagmachines, om een twist aan te brengen in tegengestelde richting van de slaglengte, om torsie in de geleiders te neutraliseren en zo de samengeslagen aders zo torsievrij mogelijk te maken.
